Demand continues for multi-layer PE (i.e. PEX or PE-RT) pipe as an alternative to all metal pipe from the housing construction market. Yet, as heating & plumbing pipe manufacturers face demand, they feel the pinch coming from EVOH’s supply and market volatility.
Demand continues for multi-layer PE for usage including potable water distribution, radiant floor heating, and hydronic cooling. The supply and market conditions have driven Maillefer to review its extrusion systems. One outcome is our newly optimized co-extrusion head that addresses today’s specific EVOH and PEX processing issues.
Ethylene vinyl alcohol is a key component in the manufacture of heating & plumbing pipe. EVOH functions as an oxygen barrier that maintains water quality flowing inside a multi-layer pipe. Because of the current EVOH situation, manufacturers seek to minimize its consumption through thin layers and high barrier rates.
The EVOH material exhibits varying degrees of viscosity relative to its barrier characteristics. Viscosity comes into play during the extrusion process, as the pipe is being produced, especially when bringing together differing polymers within the crosshead. Maillefer has focused on improvements to the crosshead design that deal with melt fluidity, shear limitation, reduced pressure, shortened resident times, scorch elimination, increased overall speed and ultimately longer runs.
The ECH 10/45 ML is a versatile crosshead for the co-extrusion of multi-layer pipe up to 32 mm in diameter. The helical type distributors are optimized for PEX-b, PE-RT, EVOH and adhesive. They fit into each other easily, and are optimized for smooth flows of differing viscosity.
This crosshead is commonly used in single, triple, and quintuple layer configurations. It is easy to set-up when connecting with up to five extruders. Typical tube constructions include a simple PE pipe, or one with an outer EVOH skin, or ultimately one with EVOH and an additional outer protective PE layer (i.e. one, three or five layer pipe). Adhesive is extruded separately to bond the PE and EVOH layers together, thus the five extruder entry ports.
The ECH 10/45 addresses die drool which arises when extruding PEX material. The buildup leads to quality issues and production inefficiency. Solutions exists. Mastering the extrusion process with proper crosshead design and temperature controls forms the basis. But, Maillefer offers more. We propose an optional surface treatment on specific sections of the ECH 10/45 that significantly limits the phenomenon. The result is improved overall pipe finish free of lumps and clogs, fewer quality checks (i.e. controlling for obstructions), and less product scrapped.
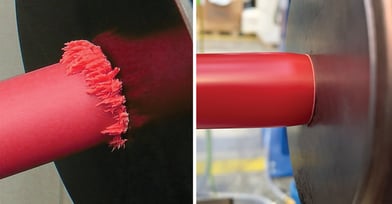 Unwanted die drool (left) disappears after surface treatment (right)
Unwanted die drool (left) disappears after surface treatment (right)
The same design principals are also applied on the larger ECH 10/95 ML head, which produces pipes up to 63 mm OD. Both newly optimized ECH heads are destined for manufacturers keen on EVOH consumption and PEX pipe quality. By bringing solutions that respond to the current situation in the pipe extrusion industry, producers are getting some relief in their quest to meet the housing construction demands
Christoph Radermacher
Product Manager, Heating & Plumbing Pipe
christoph.radermacher@maillefer.net
Topics: Solutions, Product quality, Maillefer, Performance, Upgrade Solutions, Value Corner, Novelties & Launches, Extrusion, Innovation, Pipe & tube manufacturing