The topography is a novel solution for cable quality control during production. The original idea to develop such a device was sparked many years ago during development of new generation of extruder screws for XLPE insulation in CV lines.
Have a look at the video
This is a story of a development collaboration spanning several years.
New versions of our screws were first evaluated with standard output tests for various sizes. Usually, after initial tests, we collaborate with our customers. One of the first SM7 screws was sent to NKT Karlskrona for evaluation. The VCV lines in Karlskrona are designed for very high output and were optimal for evaluating the screw performance at extreme conditions.
The SM7 was developed to push the boundary of productivity, offering increased output with lower melt temperature when compared with previous generation SM5 screws.
During the initial testing in Karlskrona it became evident that the design goal was slightly too ambitious and we had to find a better balance between output, melt temperature and melt homogeneity. Less than optimal melt homogeneity manifested itself as lengthwise waviness or bumpiness on the cable surface. Surface waviness appeared as random unevenness distributed on the surface, where the insulation thickness varied +/- 0.1 mm during relatively short 10-20 mm intervals. The short interval and random distribution confirmed that the phenomena was not originating from screw rotations, but from poor melt homogeneity.
We developed an in-house measurement device just for studying the cable core samples. The lab device was based on mechanical gauge running on the cable surface. At the same time we had commissioned the Pilot Vertical Line in our R&D Center, which could be used to recreate the production conditions as well as the surface irregularity seen in insulated cable cores. The Pilot Vertical Line was extremely helpful during the next phase of iterative screw designs.
We made several development versions of the SM7 screw with step-by-step changes to critical dimensions. Each version was tested in the Pilot Vertical Line by extruding a model cable sample with identical process conditions. This is something that would have been nearly impossible without such a unique platform for development. Each of the model cable samples were then measured with the device we had developed. This way we could obtain actual measurement data of the surface irregularity from comparable samples made with different screw versions.
Typically XLPE screw designs are a balance between extruder output, melt temperature and melt quality. Output and melt temperature are easy to measure, but melt quality is not so straightforward. The issues with melt quality are only critical when aiming for the highest possible productivity at the maximum speed of the extruder.
Our way of studying the actual end product and irregularities in cable samples proved to be immensely helpful to reach the design goals. We achieved a version of the SM7 screw that has improved output and lower melt temperature when compared to SM5, but that also has slightly better melt quality. The results were discussed with NKT professionals and it was agreed that they would evaluate the SM7 screw again and send us cable samples for measurements and confirmation. When the samples from NKT did arrive, we also had the Topography Scanner ready for even more detailed analysis.
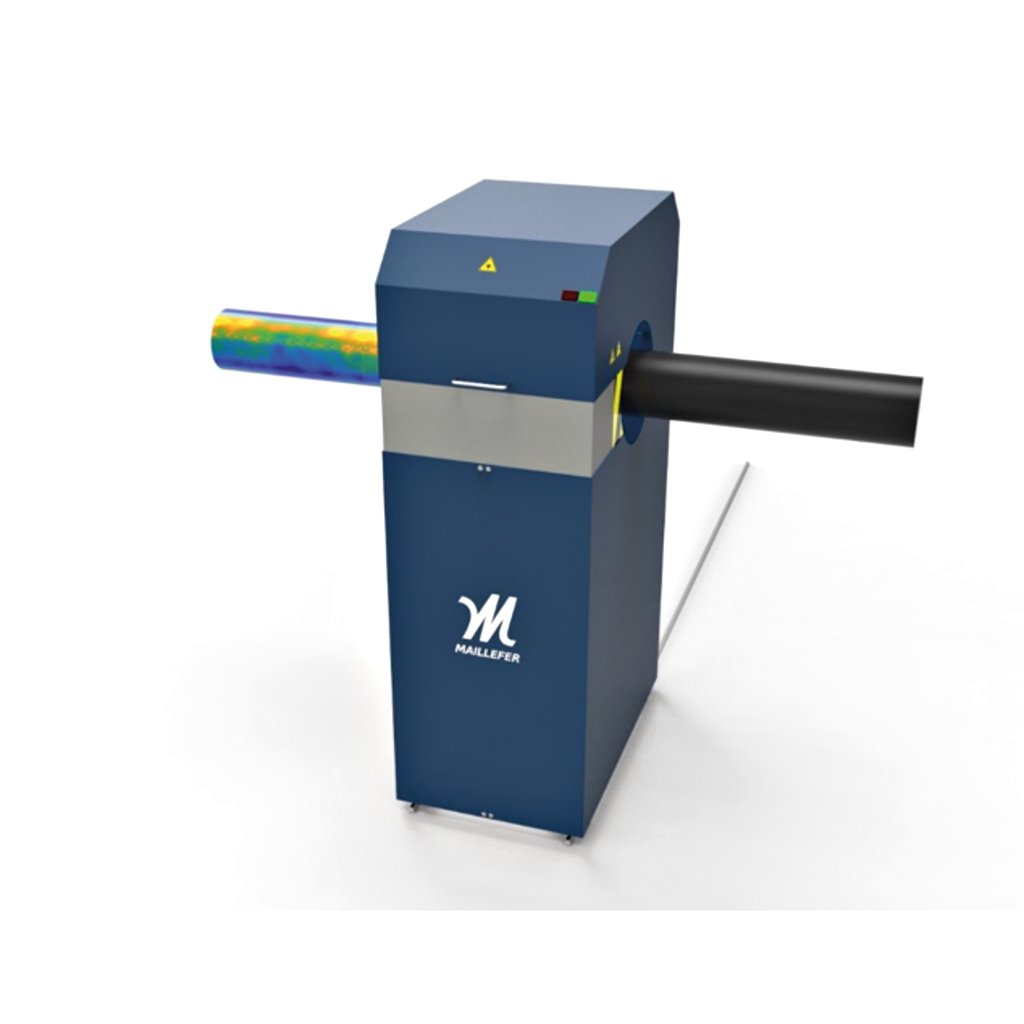
Topography Scanner is a concept for online geometry and surface measurement of the insulated cable core. This device was developed as a part of our continuous strive for better and smarter extrusion lines. We combined the online measurement of the cable core roundness with the lengthwise waviness measurement. Automated surface defect detection was also included. With the help of such a powerful tool, it is possible to monitor production quality and optimize the production conditions of CV lines.
The cable samples from NKT Karlskrona were proving to be quite helpful. They provided us with one meter long cable samples produced with all of the screws, the prototype version SM7, SM5 and current version of SM7. These samples were analyzed with both Topography Scanner and the mechanical lab measurement device. Both of the measurement principles showed similar results in regards to lengthwise variation on the surface.
Now that we had measured the complete surface map of each sample it was evidently clear that initial assessment of NKT regarding the prototype SM7 was correct. The cable surface had significantly more lengthwise waviness than the SM5 screw. And what is more important, the new version of SM7 produced the best result! At equal line speeds the surface quality was best with the new SM7 screw. This improvement made it possible to increase the production speed by roughly 8 % without sacrificing geometrical quality of the insulated cable core!
This was a very pleasant result for many reasons. First, we managed to improve the screw design and deliver notable increase in productivity for NKT Karlskrona. Second, we verified that the development work we have done with the Pilot Vertical Line is once again valid and transferable to complete CV lines. Third, we have shown that the Topography Scanner is a valuable tool for monitoring and optimizing CV line production quality.
Our upcoming plans are to install the Topography Scanner in a customer CV line for continuous scanning of the production. In continuous production we are naturally able to measure the same phenomena as in cable samples, and so much more. We can detect cyclic variations of the cable core and link these to process parameters. We can compare the product geometry at the start and at the end of campaigns or between production campaigns. This will help the customer to find the optimal process parameters and detect anomalies in geometrical quality. Such comprehensive production data makes it possible to predict a need for maintenance on various CV lines components. We strive to improve our CV lines by focusing on the actual end product and its quality. Finally, that is what matters.
Janne Harjuhahto
R&D Engineer
janne.harjuhahto@maillefer.net
Topics: Wire & cable manufacturing, Innovation