Maillefer's core know-how in power cable production lines is linked to the curing calculation program (NCC). NCC allows its users to optimize current line configuration to reach maximum line speed.
The program is based on years of experience in power cable manufacturing and it is today’s industry standard. Productivity is the key parameter in process industry. At Maillefer we feel that the quality aspects should also be taken into consideration when future production concepts are created.
We have studied the relationships between process parameters and end-product quality. In order to develop a model which predicts such relationships, several trials have to be carried out under different process conditions. That becomes feasible with versatile pilot vertical line in our R&D Center. We can recreate different production conditions as well as the surface irregularity seen in insulated cable cores. The pilot vertical line is the only concept where such a study is possible without spending several hundreds of thousands in raw material costs.
Several trials with a variety of extrusion and CV process conditions were carried out. These samples were measured with our lab measurement device as well as with the Topography Scanner to produce as much information as possible. From all the data we could build a process model of the extrusion and CV process parameters as well as their effects on the cable core roundness and lengthwise variation. The process model is a useful tool in understanding the CV production process in more detail as well as a guideline for optimized production concept.
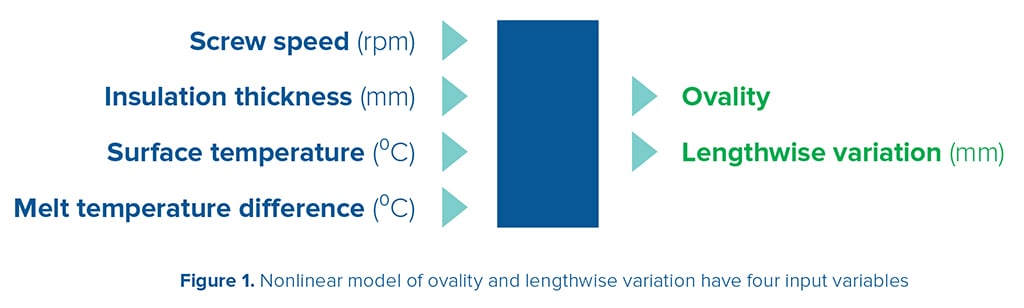
Nonlinear models of ovality and lengthwise variation of diameter were developed using screw speed, insulation thickness, surface temperature and melt temperature difference as input variables. Figure 1 sets out the structure of the roundness optimization model.
Experiments were carried out on the pilot vertical line in Vantaa, Finland the following four independent variables. Screw speed varied from 13 to 23 rpm. It determines the line speed. Insulation thickness varied between 18 and 28 mm. Surface temperature was varied from 200 oC to 300 oC. Melt temperature difference varied from -2 oC to +2 oC. A zero difference corresponds to the standard melt temperature at given screw rpms. Differences from this base line were created by the extruder temperature profile and selection of the filter mesh size. This resulted in a good variation in ovality as well as lengthwise variation of diameter. Ovality varied between 0.51 and 1.81 mm. Lengthwise variation in diameter ranged from 0.1048 to 0.3182 mm. The experimental data was then used to develop nonlinear models in the form of feed-forward neural networks with a single hidden layer of sigmoidal units.
The correlation coefficients are quite high. The experimental data was consistent and of a good quality. These models give us a good insight into how the four input variables affect the uniformity of the insulation material.
The system allows us to plot the effects of different input variables in several ways, and calculate good values of process variables resulting in favorable consequences. Once the models are ready, it is possible to determine process conditions which lead to improved outcomes. There was also an interest to introduce quality aspects into the NCC calculation environment.
The quantitative effects of the process variables on the lengthwise variation as well as ovality is necessary to understand. Experiments were carried out and nonlinear models were developed using the experimental data. The models now help us determine good process conditions that result in non-uniformities below specified limits. When the model is combined with the NCC program, it is possible to optimize both productivity and quality at the same time - in a real intelligent process control environment.
Topics: Wire & cable manufacturing