
Manufacturers of plastic products recognize that lots of energy is needed to form their product. It is provided in the way of electricity. Electrical power and its optimal consumption is therefore an important consideration when looking at growing utility costs. Our R&D department gives us some insight into the working principals of an optimally balanced extruder.
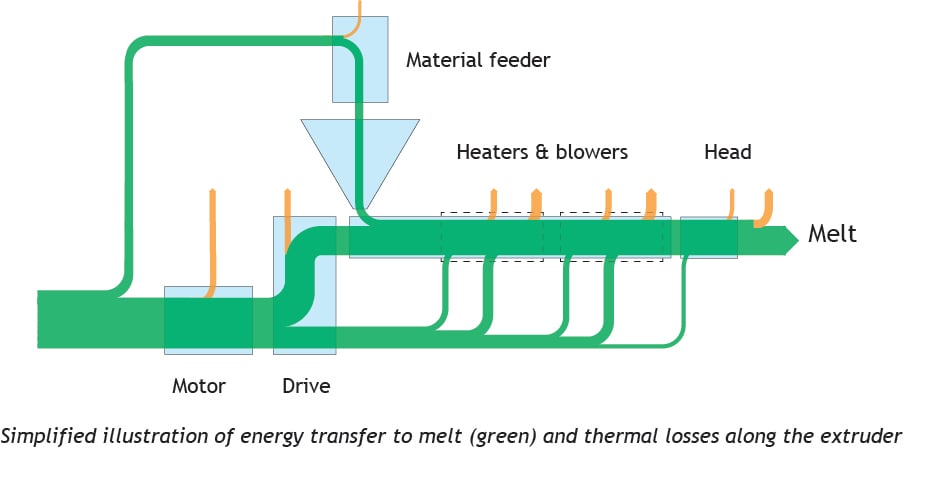
The extrusion process can be regarded as an adiabatic approximation, a concept familiar in thermodynamics, where none of the energy conferred to the polymer melt is lost to the surrounding environment. The sources of energy losses along an extruder can generally be attributed to the following: motor, drive, compound feeder, screw & barrel, and head. Efficiency of each component translates into how well the system behaves in respect to the approximation.
In an extruder, heat is generated in two ways. The mechanical energy transferred by the rotating screw in a barrel generates frictional heat and build ups pressure, while the heaters placed along the barrel contribute with thermal energy.
Real factory conditions deviate from thermodynamic adiabatic optimum. Firstly, some amount of heat is lost on electrical components, motors, drives, and through thermal conduction and radiation. Secondly, the heating & cooling zones placed in the screw, around the barrel, and on the head compensate for temperature deviations from the temperature settings, which depend on the processing requirements of the material.
A well balanced machine will optimize the use of mechanical energy, solicit the heating & cooling zones as little as possible, and respect throughput efficiency. Excessive thermal loss, frictional heat and pressure along the extruder will result in important heating or cooling along its zones. This is an indication that the machine is not well balanced for the process or that the parameter settings need adjustment.
Balance not only comes from energy efficiency, it also comes from a good match between output requirements, processing requirements of the material, machine size and screw and barrel design. This is a vast topic, but ultimately it all boils down to knowing the polymer properties and the machine design, in particular screw, barrel, extrusion head and extrusion tools.
Processing polymer outside the given framework translates into a waste of precious effort and energy. At Maillefer we have a long tradition of providing extrusion solutions that balance power and productivity across a wide processing window.
Yves Zweifel
R&D Manager
yves.zweifel@maillefer.net
Topics: Performance solutions, R&D, Wire & cable manufacturing, Pipe & tube manufacturing